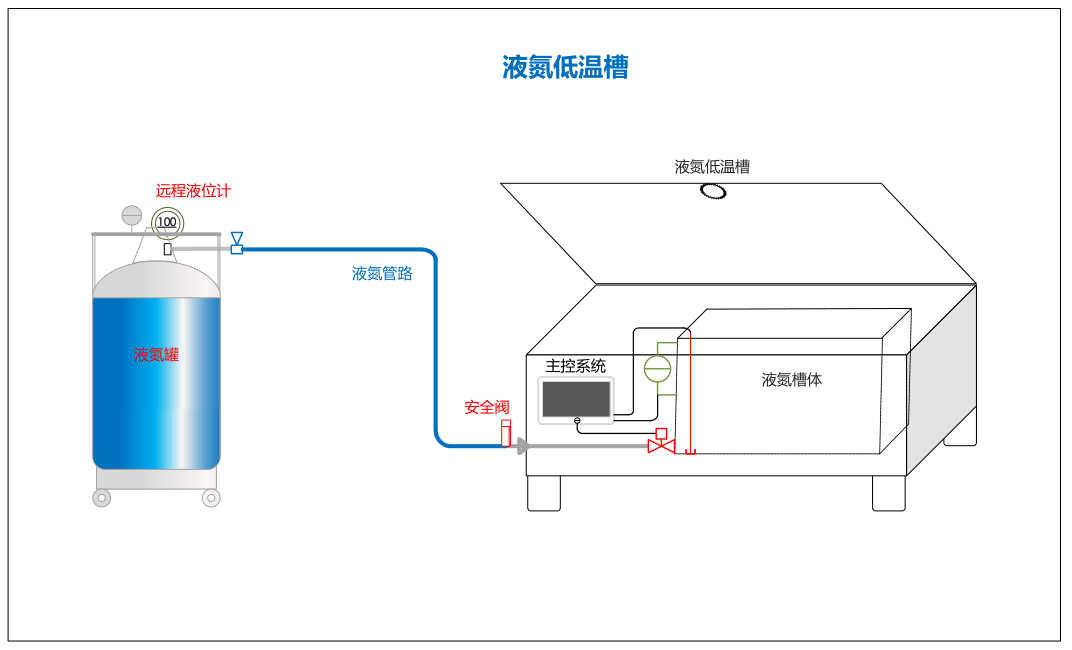
液氮管路作為低溫介質輸送的核心載體,需在 - 196℃超低溫工況下實現 “無泄漏、低冷損、抗脆裂” 運行,其設計、選材、安裝與運維直接決定系統安全性與經濟性。本文結合 GB/T 34330《低溫液體輸送管道工程技術規范》及工業實踐經驗,從關鍵環節切入,提供可落地的技術方案。
一、核心前提:液氮管路的材料選型 —— 拒絕 “湊活”,只選 “適配”
液氮管路材料需同時滿足低溫韌性(防脆裂)、耐腐蝕性(防泄漏)、低冷損(防損耗) 三大要求,不同管路段(低溫段 / 常溫段、高壓段 / 低壓段)的選材差異顯著,嚴禁混用不合格材料。
1. 低溫輸送段(接觸液氮,溫度≤-100℃):奧氏體不銹鋼為唯一優選
- 首選牌號:316L(022Cr17Ni12Mo2)
適用場景:化工、半導體、海邊等高腐蝕環境,或液氮純度≥99.999% 的精密場景(如生物樣本傳輸)。
核心優勢:① 低溫韌性優異,-196℃沖擊功(AKv)≥45J,無脆性轉變溫度(DBTT);② 含 Mo 元素(2%),耐 Cl?點蝕能力比 304 高 3~5 倍;③ 焊接后晶間腐蝕風險低,適合長期循環使用。
管材標準:選用 GB/T 14976《流體輸送用不銹鋼無縫鋼管》,壁厚需按設計壓力計算(如 1MPa 壓力下,DN25 管徑選 δ=3mm,DN50 選 δ=4mm)。
適用場景:干燥、無腐蝕的普通工業場景(如食品加工、冶金),液氮純度≥99.99%。
注意事項:① 嚴禁用于 Cl?濃度>10ppm 的環境(如海邊、化工車間),易發生點蝕;② 焊接后需做固溶處理(1050~1100℃快冷),消除敏化組織。
- 絕對禁用材料:普通碳鋼(Q235、20#)、鐵素體不銹鋼(430)—— 低溫下沖擊功<5J,100% 脆裂;雙相不銹鋼(2205)——DBTT≈-50℃,-196℃下易開裂。
2. 常溫過渡段(氣化后氮氣,溫度≥0℃):可放寬選材,但需匹配壓力
- 低壓段(壓力≤0.6MPa):可選用 304 不銹鋼或鍍鋅鋼管(GB/T 3091《低壓流體輸送用焊接鋼管》),但鍍鋅管需做內壁除銹處理,避免銹蝕污染氮氣。
- 高壓段(壓力>0.6MPa):必須選用 316L 不銹鋼,壁厚按 GB/T 14976 計算(如 2MPa 壓力下,DN25 管徑選 δ=4mm)。
3. 輔助材料:密封件與保溫層 —— 細節決定成敗
- 密封件:罐口、閥門、法蘭密封需用耐低溫氟橡膠(如 FKM,使用溫度 - 20~200℃)或全氟醚橡膠(FFKM,使用溫度 - 25~320℃),嚴禁用丁腈橡膠(NBR,-10℃以下硬化失效)。
- 保溫層:采用雙層真空保溫(內層聚四氟乙烯,外層聚氨酯),或復合保溫結構(內層超細玻璃棉 + 外層鋁箔反射層),冷損需控制在≤5W/m(25℃環境下),避免管路外壁結霜(結霜會增加冷損 30% 以上)。
二、關鍵環節:液氮管路設計規范 —— 數據化避免 “經驗主義”
設計是管路安全的基礎,需重點控制 “管徑、壓力、冷縮補償、坡度” 四大參數,避免因設計缺陷導致運行故障。
1. 管徑計算:按 “氣化量 + 流速” 雙重控制
管徑過小會導致流速過高(沖刷管壁),過大則增加冷損與成本,計算公式如下:
D=√(4Q×10?/(πv×3600))
- D:管徑(mm);Q:最大液氮流量(m3/h,按氣化后氮氣量換算,1m3 液氮≈600Nm3 氮氣);v:推薦流速(低溫段 v≤1.5m/s,常溫段 v≤2.5m/s)。
- 實例:某半導體車間需輸送 20Nm3/h 氮氣(對應液氮流量≈0.033m3/h),低溫段管徑計算:D=√(4×0.033×10?/(3.14×1.5×3600))≈50mm,故選用 DN50(外徑 57mm)316L 鋼管。
2. 壓力控制:分級設置安全閾值
- 設計壓力:按最大工作壓力的 1.2~1.5 倍取值(如工作壓力 1MPa,設計壓力取 1.5MPa)。
- 安全附件:① 每 50m 管路設置 1 個安全閥(起跳壓力 = 設計壓力的 1.1 倍);② 低溫段設置壓力變送器(量程 0~2MPa,精度 ±0.5%),超壓時自動切斷液氮供應。
3. 冷縮補償:解決 “低溫收縮” 應力
液氮管路從常溫(25℃)降至 - 196℃,每 100m 長度收縮量約 13mm(316L 線膨脹系數 1.7×10??/℃),需通過補償器吸收收縮量,否則會拉裂管路或法蘭。
- 補償器類型:優先選用波紋管補償器(DN25~DN100 選軸向型,DN>100 選橫向型),嚴禁用 “自然補償”(如 L 型、Z 型彎管)—— 低溫下彎管易因應力集中開裂。
- 安裝間距:直線管路每 30~50m 設置 1 個補償器,轉彎處距彎管≥5m 安裝,補償量按 15mm/100m 預留(如 100m 管路選補償量 20mm 的型號)。
4. 管路坡度:防止 “積液凍堵”
- 低溫段:向液氮流動方向設置 0.3%~0.5% 坡度(如 100m 管路抬高 30~50mm),避免液氮在低點積聚(積聚后易因蒸發壓力升高導致管路振動)。
- 常溫段:向排水閥方向設置 0.2% 坡度,定期排放冷凝水(避免冬季凍堵管路)。
三、落地保障:液氮管路安裝要點 —— 規范操作規避 “隱性風險”
安裝質量直接影響管路壽命,需嚴格控制 “焊接、清潔、試壓” 三大環節,杜絕 “野蠻施工”。
1. 焊接工藝:低溫鋼焊接有 “特殊要求”
- 焊接方法:采用鎢極氬弧焊(TIG),背面通氬氣保護(純度≥99.99%),避免焊縫背面氧化(氧化會使低溫韌性下降 50%)。
- 焊絲選擇:316L 管路用 ER316L 焊絲(GB/T 14957),304 管路用 ER308L 焊絲,焊絲直徑按壁厚選擇(δ≤3mm 選 φ2.0mm,δ>3mm 選 φ2.4mm)。
- 探傷要求:所有焊縫 100% 射線探傷(RT),合格等級≥Ⅱ 級(GB/T 3323),重點檢查 “未熔合、裂紋” 缺陷(低溫下這些缺陷會快速擴展)。
2. 管路清潔:杜絕 “雜質污染”
- 安裝前:用高壓氮氣(0.8MPa)吹掃管路內壁,去除灰塵、鐵屑(雜質會劃傷管壁,加速腐蝕);用丙酮擦拭法蘭密封面,去除油污(油污低溫下會硬化,導致密封失效)。
- 安裝中:管路開口端需用塑料帽密封,避免雜物進入;禁止用手直接接觸低溫段內壁(皮脂會在低溫下凝結,污染液氮)。
3. 試壓與保冷:驗收必做的 “安全檢測”
- 氣壓試驗:用氮氣做耐壓試驗,壓力升至設計壓力的 1.15 倍,保壓 30min,壓降≤0.05MPa 為合格;然后降至設計壓力,用肥皂水檢查焊縫、法蘭,無氣泡為合格。
- 保冷施工:保溫層接縫處用鋁箔膠帶密封(密封率≥95%),閥門、補償器處做可拆卸保溫(方便檢修),保溫完成后檢測冷損(用紅外測溫儀測管路外壁溫度,≤5℃為合格)。
四、長期穩定:液氮管路運維管理 —— 日常檢查防 “小問題變大故障”
運維的核心是 “早發現、早處理”,需建立定期巡檢與維護制度,重點關注 “泄漏、腐蝕、冷損” 三大風險點。
1. 日常巡檢(每日 1 次):快速識別異常
- 泄漏檢查:① 用肥皂水涂抹法蘭、閥門、焊縫,觀察是否冒泡(冒泡說明泄漏,需立即處理);② 用紅外測溫儀測管路外壁溫度,若局部溫度<0℃(正常應接近環境溫度),說明保溫層破損,需補做保溫。
- 壓力監測:記錄管路壓力變化,若壓力波動>0.2MPa(正常應≤0.1MPa),可能是閥門內漏或補償器失效,需停機檢查。
- 液位關聯:結合液氮罐液位變化,若液位下降速率突然加快(如從 5%/ 天升至 10%/ 天),可能是管路冷損過大或泄漏,需排查保溫層與密封件。

2. 定期維護(每 3 個月 1 次):預防故障
- 密封件更換:更換法蘭、閥門的密封圈(即使無泄漏,氟橡膠密封圈也需每 6 個月更換 1 次,避免老化失效)。
- 內壁腐蝕檢查:用內窺鏡檢查管路內壁,若發現點蝕(深度≥壁厚的 10%)或銹蝕,需用高壓氮氣吹掃后,內壁噴涂防腐涂層(如聚四氟乙烯涂層);嚴重時需更換管路。
- 補償器檢查:檢查波紋管補償器的波紋片是否有裂紋、變形,若發現裂紋,需立即更換(補償器失效會導致管路應力超標,引發開裂)。
3. 故障處理:緊急情況有 “標準流程”
- 泄漏故障:① 立即關閉上游液氮閥門,切斷氣源;② 打開通風設備(避免氮氣窒息,氮氣濃度>19.5% 為安全閾值);③ 穿戴低溫防護裝備(防寒手套、護目鏡),用肥皂水定位泄漏點,若為法蘭泄漏,緊固螺栓;若為焊縫泄漏,停機后補焊。
- 凍堵故障:① 關閉上游閥門,停止供液;② 用熱氮氣(50~80℃,壓力 0.2MPa)吹掃凍堵段(從下游向上游吹掃,避免壓力升高);③ 吹掃完成后,檢查管路是否變形,無變形方可恢復供液。
- 脆裂故障:① 立即停機,撤離人員(防止碎片傷人);② 隔離故障管路,更換新管(新管需按安裝規范重新焊接、試壓);③ 分析脆裂原因(多為材料錯用或焊接缺陷),避免再次發生。
五、結論:液氮管路的 “安全核心原則”
液氮管路的安全運行無 “捷徑”,需堅守三大原則:
- 選材不妥協:低溫段必須用 316L/304 奧氏體不銹鋼,禁用普通碳鋼與不合格密封件;
- 設計數據化:管徑、補償量、坡度按公式計算,不憑經驗取值;
- 運維常態化:日常巡檢抓細節(泄漏、溫度、壓力),定期維護不拖延(密封件、腐蝕、補償器)。
無論是工業輸送、醫療配套還是半導體精密場景,只有將技術規范落地到每一個環節,才能實現液氮管路 “長期無故障、低損耗” 運行,避免安全事故與經濟損失。