低溫杜瓦瓶的定制周期受多維度因素影響,涵蓋設計、材料、工藝、廠商能力及外部流程等環節。以下從技術與供應鏈角度拆解核心影響因素,并附具體案例說明:
- 典型場景:
- 基礎功能(僅存儲)→
周期短(30 天);
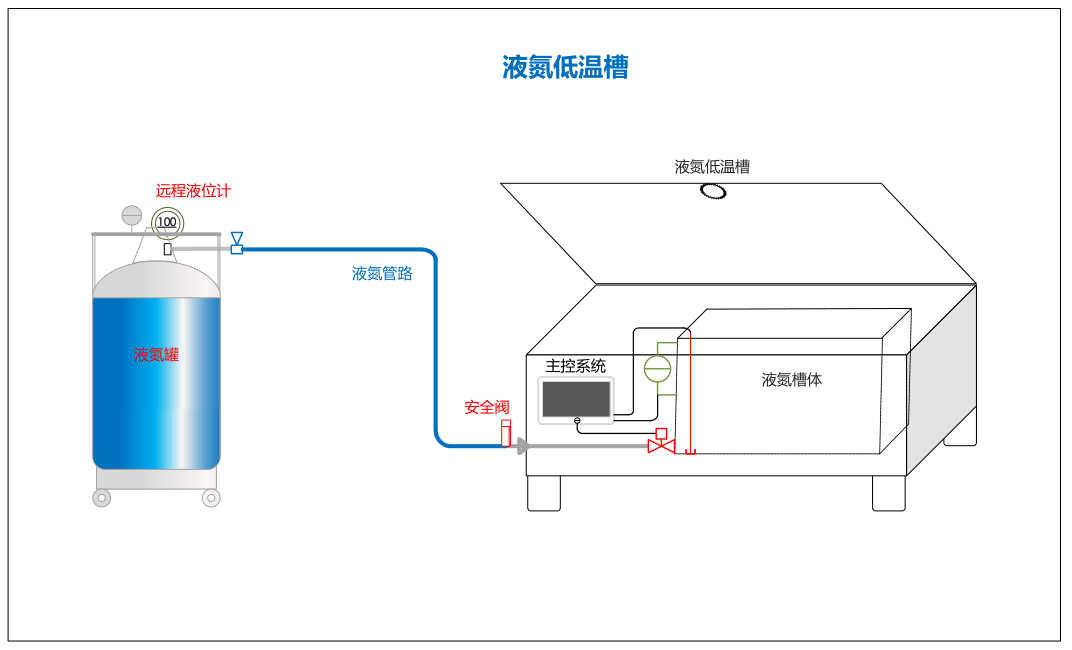
- 集成功能(如自增壓系統
+ 遠程液位監測)→ 周期延長至 60-90 天。
- 技術邏輯:
自增壓系統需匹配蒸發器面積與壓力閥參數,遠程監測需嵌入磁致伸縮傳感器并開發通信協議,設計驗證需額外
20 天。
- 案例:
- 帶光學窗口的杜瓦瓶(用于光譜檢測):窗口需與液氮溫度匹配(如
K9 玻璃膨脹系數≤3.2×10??/℃),精密加工與氣密性測試耗時 15 天。
- 異形杜瓦瓶(如
U 型管道式):需定制模具,模具開發周期占總周期 30%(約 15-20 天)。
- 氫氣專用杜瓦瓶:需采用鈦合金內膽(避免氫脆),并增加氚滲透檢測(耗時
7 天),周期較常規不銹鋼杜瓦延長 25%。
- 進口材料依賴:
- 多層絕熱(MLI)用進口鋁箔(如日本
JX 金屬):采購周期 20-30 天,國產替代可縮短至 10 天但性能波動需驗證(額外 5 天)。
- 低溫膠(如
Dow Corning 737):貨期 15 天,臨時替換需重新測試粘結強度(7 天)。
- 薄壁材料加工:
0.5mm
厚 316L 不銹鋼內膽:焊接需采用 TIG 脈沖焊,每道焊縫冷卻時間 30 分鐘,整體焊接周期較 1mm 板材延長 10 天。 - 復合材料處理:
碳纖維纏繞杜瓦瓶:纏繞層數≥20
層時,固化爐使用需排期,每爐固化時間 8 小時,總周期增加 7 天。
- 多層絕熱(MLI)處理:
- 標準流程:清洗→纏繞
MLI(每層間隔 0.5mm)→烘烤排氣(120℃×72 小時)→真空抽氣(≤10??Pa),總耗時 10-15 天。
- 液氦級杜瓦:需增加銅屏冷卻(4.2K)與活性炭活化(350℃×16
小時),周期延長至 20 天。
- 氦質譜檢漏:
100L
以上杜瓦瓶需分段檢漏(每段耗時 4 小時),整體測試需 1-2 天;若發現漏點(如焊縫微裂紋),補焊后需重新測試(額外 5 天)。 - 靜壓測試:
超高壓杜瓦瓶(≥3.5MPa)需進行耐壓測試(設計壓力
1.5 倍),保壓時間≥48 小時,數據記錄與分析耗時 3 天。
- 頭部廠商案例:
北京某廠商月產能
50 臺,當季度訂單達 300 臺時,定制排期需延后 45 天;而中小型廠商(月產能 10
臺)可靈活插隊,但需確認設備精度(如真空爐尺寸是否匹配)。
- 真空鍍膜機:
若廠商僅
1 臺大型鍍膜機(處理直徑≥1.2m),多項目并行時需排隊,每臺設備使用周期約 5 天,可能導致整體延期 10 天。 - 低溫測試艙:
-196℃至
+ 80℃溫變測試需占用艙體 24 小時,若多項目共享設備,排期間隔可能達 7 天。
- TSG
23-2021 認證:
需提交設計文件、焊接工藝評定(PQR),第三方審核約
15 天,若資料不全需補正(延長 7 天)。 - ASME
BPVC 認證:
需
ASME 授權檢驗師(AI)現場見證壓力測試,外籍 AI 來華行程安排可能延長周期 20-30 天。
- 航空航天用杜瓦瓶:
需通過
NASA NSTS 3716 沖擊測試(122m/s 撞擊),測試準備與報告出具耗時 30 天。 - 醫療用杜瓦瓶:
需符合
ISO 13485 醫療認證,生物相容性測試(如細胞毒性試驗)需委托第三方機構,周期 25 天。
- 進口部件清關:
德國萊寶真空泵(用于高真空系統)清關需
5-7 天,若遇查驗(概率 5%)則延長 10 天。 - 超大件運輸:
容積≥1000L
的杜瓦瓶需特種運輸(超限證辦理),審批流程耗時 7-10 天。
- 設計中途變更:
如客戶在生產中途要求將磁翻板液位計改為雷達液位計,需重新繪制圖紙、采購部件,導致周期延長
20 天。 - 質量異常返工:
真空度測試不合格(標準≤5Pa,實測
8Pa),需重新烘烤排氣,額外消耗 15 天。
| 影響因素 | 占總周期比例 | 典型耗時 |
|---|
| 真空絕熱工藝 | 25%-35% | 10-20
天 |
| 特殊材料采購 | 15%-25% | 7-30
天 |
| 廠商排期與設備占用 | 10%-20% | 5-15
天 |
| 認證與測試流程 | 10%-15% | 7-25
天 |
| 設計變更與返工 | 5%-10% | 3-20
天 |
- 材料國產化替代:如采用寧波韻升的釹鐵硼磁鋼替代進口,采購周期從
20 天縮短至 7 天。
- 并行工程管理:設計階段同步啟動長周期材料采購(如
MLI 鋁箔),可壓縮周期 15%。
- 模塊化設計:選擇廠商預研的功能模塊(如集成式液位傳感器),替代定制開發,節省
20 天。
低溫杜瓦瓶定制周期的核心瓶頸在于真空工藝耗時、特殊材料供應鏈、廠商產能協調。用戶需在需求階段明確功能優先級,與廠商共同制定關鍵路徑計劃(如用甘特圖標注材料到貨、真空處理等里程碑),并預留
10%-20% 緩沖時間以應對供應鏈波動。若需極端縮短周期,可評估 “標準化平臺 + 局部定制” 模式(如沿用成熟瓶體結構,僅修改接口),通常可將周期控制在
45 天內。